Phase III: Optimierung und Flexibilisierung (2011 - 2014)
Der Leichtbaugrad von effizient gefertigten Rahmenstrukturen konnte unter Einbeziehung einer integrierten Prozesskette und unter Berücksichtigung neuer hybrider und funktionsangepasster Profile weiter erhöht werden. Um den Leichtbaugrad zu erhöhen, wurden Leichtbaustrategien mithilfe der flexiblen Prozesskette umgesetzt, die bisher nicht technologisch realisiert werden konnten. Beispielsweise wurden Funktionselemente, die Aufgaben der Energie- und Signalübertragung übernehmen, direkt während der Herstellung tragender Profile in diese eingebracht. Dadurch konnte eine nachträgliche Montage, wie in konventionellen Prozessketten üblich, entfallen. Somit erfolgte eine Funktionsintegration bei gleichzeitiger Reduktion der Bauteilmasse, wodurch eine höhere gestalterische Freiheit für den Bau von leichten Tragwerkstrukturen erzielt wurde. Dabei galt es zunächst, die einzelnen Fertigungsprozesse bezüglich ihrer Auslegung, Integration und Verkettung zu bewerten. So wurde gewährleistet, dass in möglichst effizienter Weise und in hohem Grade prozesssicher Produkte, Baugruppen und Tragwerke hochflexibel gefertigt, bearbeitet und gefügt werden konnten. Damit entstand eine flexible Prozesskette, mit der Varianten von Tragwerkstrukturen kleinserientauglich, also in einem Losgrößenszenario von 1 bis 100, wirtschaftlich dargestellt werden können.
Ziel der Phase III des SFB/TR 10 war die Flexibilisierung der Prozesskette und deren Optimierung. Dabei wurde neben der Optimierung der Teilprozesse und deren Verkettung insbesondere die Analyse der gesamten Prozesskette hinsichtlich Flexibilität, Qualität und Integration betrachtet. Die Prozesskette wurde aufbauend auf den in den vorangegangenen Phasen erforschten Fertigungsverfahren und deren Verkettung weiterentwickelt. Dadurch wurden Tragwerkstrukturen gefertigt, die sich in Form, Größe und Anwendungsfall signifikant unterscheiden. Dies führte zu einer Komplexität der Verfahren und deren Verkettung, die über die Verwendung unterschiedlicher Profilgeometrien und Werkstoffe hinausging. Sie schloss auch belastungsangepasste, in Längsrichtung veränderliche Profilquerschnitte und durch Verbundstrangpressen eingebrachte Funktionselemente mit ein. Um diese erhöhte Komplexität der Prozesskette zu beherrschen, wurden einerseits in den technologischen Projekten (A-Bereich) die Fertigungsverfahren hinsichtlich einer erhöhten Prozesssicherheit unter Berücksichtigung einer bauteil- und baugruppenbezogenen flexiblen Bearbeitung optimiert. Andererseits konnten dazu eine durchgängige Automatisierung der Prozesskette aufgebaut und prozess- und prozesskettenbegleitend Maßnahmen zur Qualitätssicherung für die Fertigung von flexiblen Tragwerken schwerpunktmäßig aufgestellt werden.
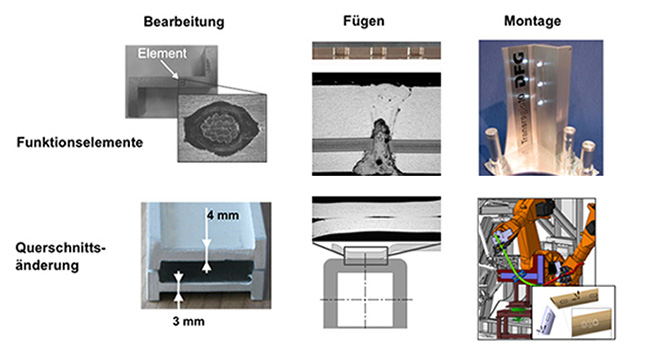
Der Forschungsbedarf ließ sich somit aus der oben genannten Motivation und der Zielsetzung in drei grundlegende technologische Schwerpunkte für die im SFB/TR 10 betrachtete Prozesskette Umformen, Trennen und Fügen unterteilen: Funktionsintegration durch Einbettung von Funktionselementen in Leichtbauprofile, belastungsangepasste Bauteile und Rahmenstrukturen durch gezielte Profilquerschnittsänderungen und das Fügen sowie die Bearbeitung und die Charakterisierung der leichten Tragwerke.